語言
電纜與沖壓產業的製程中,常需在金屬與塑膠複合材料、高速搬運與連續加工條件下,穩定判別尺寸寬度、位置偏移、表面變形、顏色差異與結構存在性,且檢測對象多處於運動狀態或視覺條件受限。非接觸式光學測量技術可透過亮度、色階、螢光反應與幾何特徵進行即時判讀,而不影響工件或製程節奏。此類量測方式可延伸應用於多種電纜、沖壓件與金屬加工流程的線上品質監控情境。
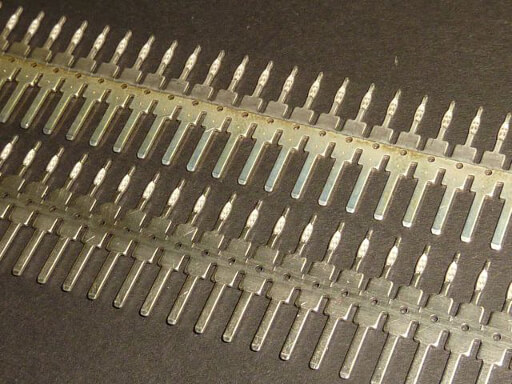
在電子製造與組裝過程中,引腳寬度控制是確保零件裝配精度與電氣連接穩定性的重要一環。透過本系統,可對電子元件的引腳寬度進行高精度、非接觸式測量與品質控管,確保每一個元件都符合標準尺寸要求。此技術廣泛應用於自動化 SMT 生產線、封裝測試設備以及半導體後段製程中,有助於提升良率並降低不良品風險,是現代電子製造不可或缺的尺寸檢測解決方案。
在金屬沖壓或組裝製程中,需可靠偵測位於金屬板矩陣上表面的螢光標記,以確認工件定位、加工步驟或品質狀態。透過適當波長的UV光源激發螢光,再搭配螢光專用光學感測器或相機系統,可穩定區分有無標記、判斷標記強度與位置,即使在反光金屬背景與高速生產線條件下,仍能維持穩定檢出率。
在沖壓後的電氣接點製程中,部分金屬接點可能因製程缺陷而被極薄的塑膠膜覆蓋,導致導電不良或後續組裝失效。此類缺陷通常肉眼難以辨識,且塑膠膜厚度極薄、透明度高,更需要精準的光學檢測技術來判別。透過高解析反射光檢測或斜角光散射分析,可有效區分純金屬面與被薄膜覆蓋的表面差異;在必要時可加入偏光、同軸光源或短波近紅外(SWIR)光源進行補強,使光學系統能穩定偵測出極細微的塑膠覆層。此方法可在高速產線上即時分辨 OK/NG 件,避免不良品流入後段製程。
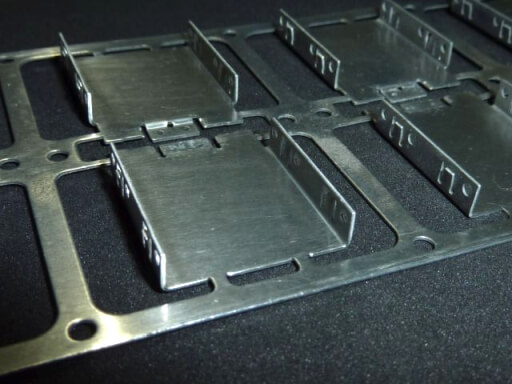
在汽車製造的沖壓金屬零件搬運過程中,機器手臂有時會誤將兩片或更多沖壓件同時吸取,造成設備碰撞、模具損壞或生產中斷。因此,需要高精度的雙片檢測系統,即時辨識多片金屬件重疊,確保自動化搬運與汽車沖壓製程的安全與穩定。
在框架結構的製造與組裝過程中,需對多個鉸接處的表面進行顏色與光澤控制,且需在不同區域分別檢測。透過非接觸式光學色彩與光澤量測技術,可即時分析表面一致性與塗裝品質,協助產線掌握局部差異,確保產品外觀品質與製程穩定度。
在沖壓製程中,為保護沖壓模具,需對尺寸極小的沖壓零件退出狀態進行控制並同步計數。由於零件退出速度可達數 m/s,檢測系統需具備高速反應能力。透過非接觸式光學檢測技術,可即時偵測零件是否順利退出並完成精準計數,協助避免卡料或漏料問題,確保沖壓製程穩定與設備安全。
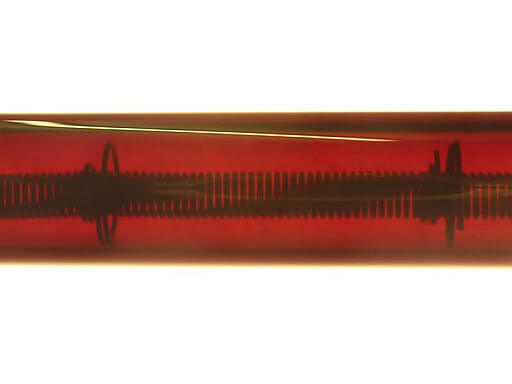
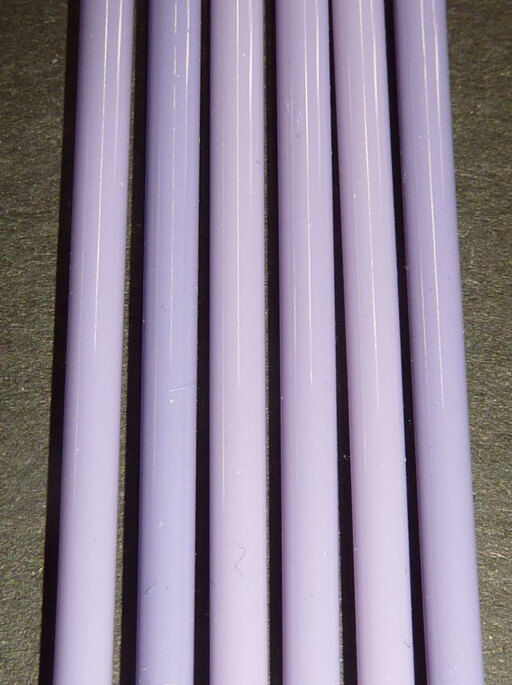
在燈泡製造過程中,需對透明玻璃與紅色玻璃燈泡內的燈絲支架位置進行控制。透過非接觸式光學量測技術,可在不同玻璃顏色條件下穩定判別支架位置是否正確,協助產線確保組裝精度與產品品質一致性,提升製程穩定度與可靠性。
在線束組裝與品質控管過程中,需確認線束外是否正確覆蓋不織布。不同批次的線束顏色可能有所差異,而不織布顏色固定為白色。透過非接觸式光學檢測技術,可在顏色變動條件下穩定辨識白色不織布是否存在,協助產線即時判定組裝完整性,確保產品品質與製程穩定度。
在電纜製造過程中,需對黑色電纜外被的光澤度進行控制,以確保外觀品質與表面處理一致性。透過非接觸式光學光澤量測技術,可在線上即時監控外被表面的光澤變化,協助製程調整與品質控管,確保產品符合規範並維持穩定製造品質。
在鋁製外殼的組裝與品質控管流程中,需確認 O 型環密封圈是否正確安裝於指定位置。透過非接觸式光學檢測技術,可即時辨識密封圈的存在狀態與安裝完整性,協助自動化產線避免缺件或錯裝問題,確保產品密封性能與製程穩定度。
在金屬沖壓條帶的製程與品質控管中,需辨識其表面上的黑色焊接標記。由於條帶本身的顏色與光澤可能有所差異,檢測系統需具備良好的適應能力。透過非接觸式光學檢測技術,可在不同金屬表面條件下穩定偵測黑色標記,協助產線進行製程監控與品質判定,確保後續加工與組裝準確性。
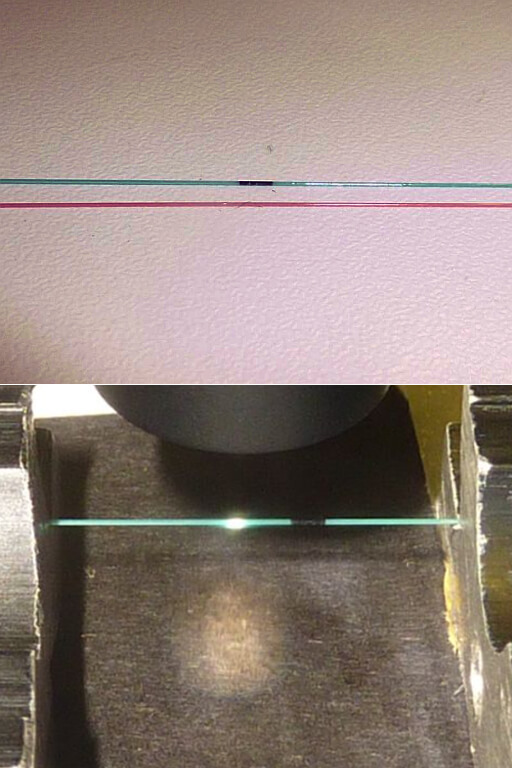
在光纖製造與分線製程中,需同時辨識光纖本身的顏色與其表面的色標。由於玻璃光纖的送料速度可達約10 m/s,檢測系統必須具備高速反應與精準判讀能力。透過非接觸式光學色彩檢測技術,可在高速運行條件下穩定辨識色標位置與顏色差異,協助產線進行正確分類與品質控管,確保製程穩定與產品一致性。
在鋁鑄件的加工與品質檢測過程中,需確認內部是否具有盲孔螺紋,並能區分盲孔螺紋與未加工的盲孔。透過非接觸式光學檢測技術,可分析孔內幾何結構與表面特徵差異,協助產線即時判定加工狀態,避免缺牙或錯誤加工流入後段製程,確保產品結構品質與組裝可靠度。
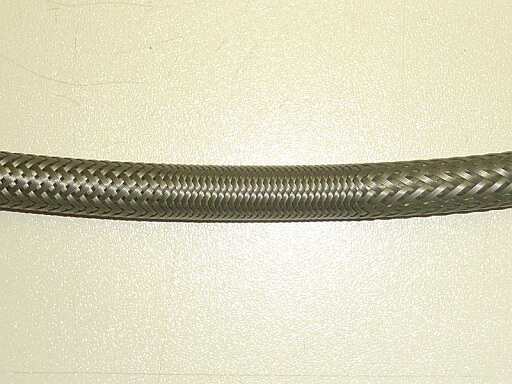
在編織電纜套管的製造與品質控管流程中,需對其直徑偏差進行檢測,以確保尺寸符合規格要求。透過非接觸式光學量測技術,可即時監控套管直徑變化,快速辨識過大或過小的異常情況,協助產線進行製程調整與品質控制,確保產品穩定性與使用可靠度。
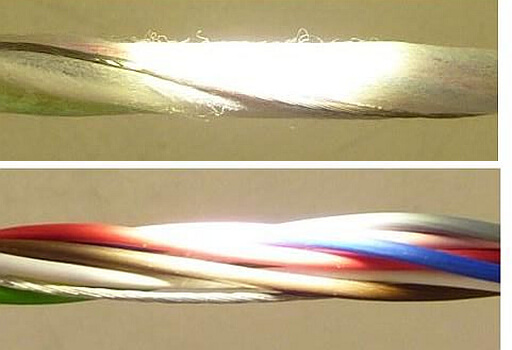
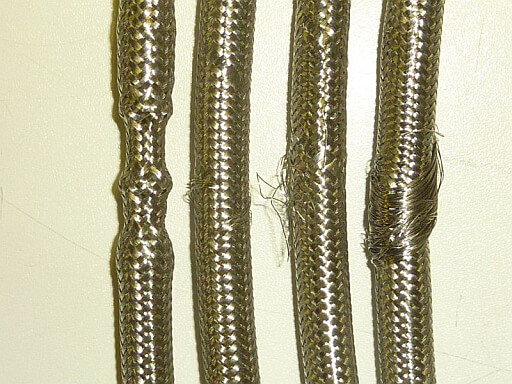
在編織軟管的製造與品質檢測流程中,需確認內部所有鋼絲是否完整存在,並同時判斷軟管是否發生過度拉伸。透過非接觸式光學檢測技術,可即時分析編織結構與幾何變化,協助產線辨識缺絲或拉伸異常狀況,確保產品結構強度與製程穩定度。
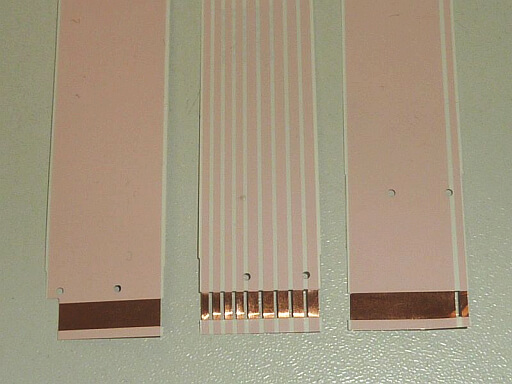
在扁平排線加工製程中,需精準偵測雷射剝除區域的起始邊緣位置。透過非接觸式光學量測技術,可在高速與高精度條件下穩定辨識剝除區與未剝除區的界線,協助產線進行定位控制與品質監測,確保後續連接與組裝作業的準確性與製程一致性。
在電纜製造與品質控管流程中,需對電纜外被的顏色進行監測與控制,以確保產品外觀一致性與批次穩定度。透過非接觸式光學色彩量測技術,可即時辨識色調差異與色偏變化,協助產線進行製程調整與品質判定,確保電纜產品符合規格要求與市場標準。
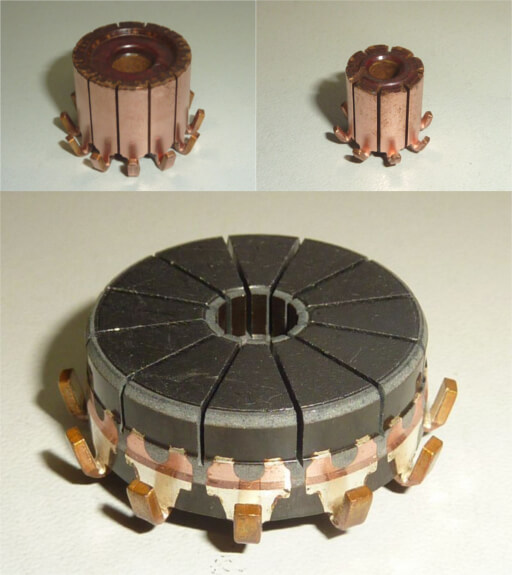
在電動機製造與品質檢測流程中,需於鐵心高速旋轉狀態下偵測其表面的間隙狀況。由於運轉速度快,檢測系統需具備高響應與高解析能力。透過非接觸式光學量測技術,可即時辨識鐵心間隙變化,協助產線進行品質監控與異常判斷,確保電動機運轉性能與製程穩定度。
在工業風機的運轉監控過程中,需對其轉速頻率與旋轉方向進行控制與判定。為了實現穩定檢測,可在其中一片葉片上貼附螢光標籤,透過非接觸式光學與螢光檢測技術,即時辨識葉片通過訊號,計算轉動頻率並判斷旋轉方向。此方式可協助產線進行設備監控、預防異常並確保運轉穩定性。
在金屬沖壓條帶的製程與分選過程中,需區分鍍錫條帶與鍍銀條帶。由於兩種鍍層在外觀與光澤上可能相近,檢測系統需具備高解析度的光學辨識能力。透過非接觸式光學色彩與表面特性分析技術,可穩定區分不同鍍層材質,協助產線進行正確分流與品質控管,確保後續加工與應用的一致性。
在電纜製造過程中,需對電氣電纜絕緣層的顏色進行線上量測,以確保產品外觀一致性與批次穩定度。透過非接觸式光學色彩量測技術,可在產線運行中即時監控顏色變化,協助製程調整與品質控管,確保電纜符合規格要求並提升生產可靠度。
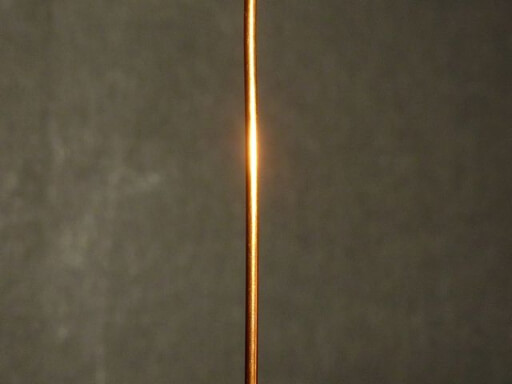
在銅陽極處理導線的製造與品質控管流程中,需對其表面顏色進行量測,以確保處理效果與外觀一致性。透過非接觸式光學色彩量測技術,可即時分析導線表面的色調變化與均勻度,協助產線進行製程監控與品質判定,確保產品符合規格要求與應用標準。
在金屬沖壓條帶的製程與清洗後檢測流程中,需判斷其表面是否仍殘留油膜。特別是在清洗製程完成後,必須辨識是否存在潤滑劑殘留物,以避免影響後續加工與表面處理品質。透過非接觸式光學檢測技術,可分析表面光學特性變化,穩定判斷油膜存在狀態,協助產線進行品質控管與製程優化。
在工業設備與通風系統的運轉監控中,需對旋轉風扇或鼓風機的轉動頻率進行量測,以確保設備運行穩定與性能符合設定條件。透過非接觸式光學檢測技術,可即時辨識葉片通過訊號並計算轉動頻率,協助產線與設備管理系統進行狀態監控與異常預警,提升運轉可靠度與維護效率。
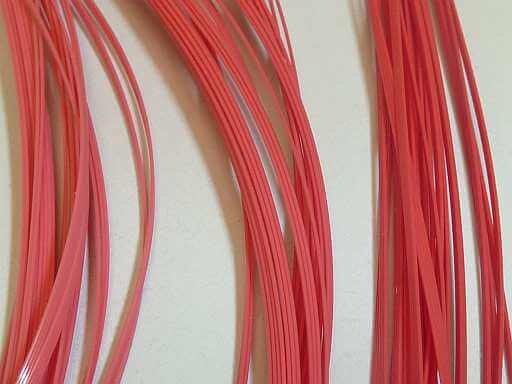
在合成纖維線材的製造與品質控管流程中,需對其顏色進行量測,以確保產品外觀一致性與批次穩定度。透過非接觸式光學色彩量測技術,可即時監控線材在高速生產過程中的色調變化,協助製程調整與品質判定,確保線材符合規格要求與應用標準。
在金屬沖壓製程與自動化搬運流程中,需對沖壓零件的位置進行控制,以確保後續加工與組裝精度。透過非接觸式光學量測技術,可即時辨識零件位置與偏移狀況,協助產線進行定位校正與品質監控,確保製程穩定與產品尺寸一致性。
在金屬沖壓條帶的製程與品質檢測過程中,需辨識條帶表面是否出現變形情況。透過非接觸式光學量測技術,可即時分析條帶的幾何形狀與表面特徵變化,協助產線發現彎曲、凹陷或局部異常,確保後續加工與組裝品質穩定並降低不良率。
在金屬沖壓條帶的製造與品質控管流程中,需辨識表面是否存在凹陷或凸起等缺陷。透過非接觸式光學量測技術,可即時分析條帶表面的幾何變化與形貌異常,協助產線快速發現製程問題,確保材料品質與後續加工精度。