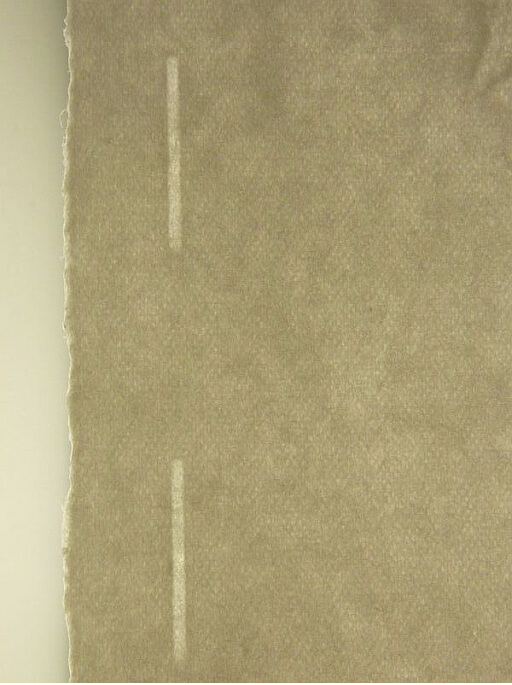
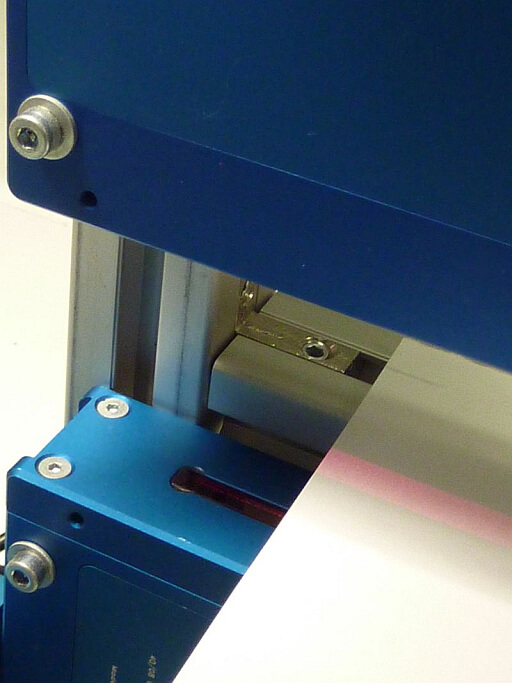
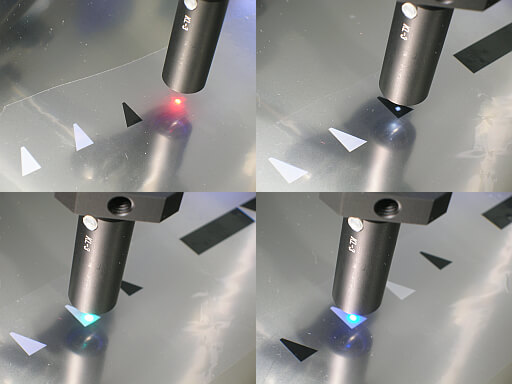
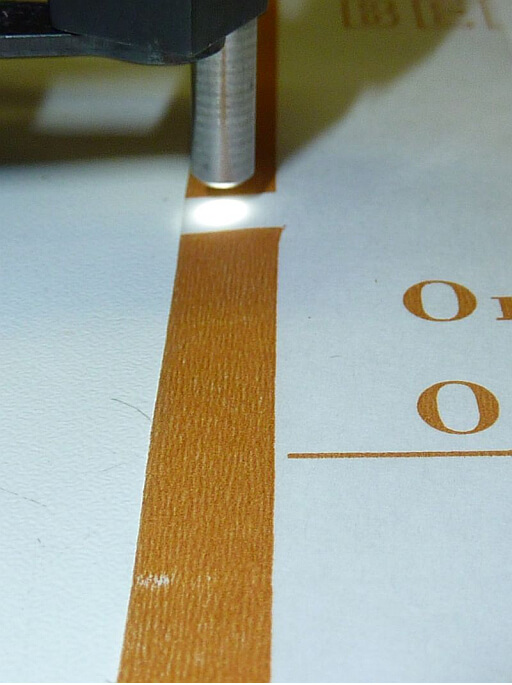
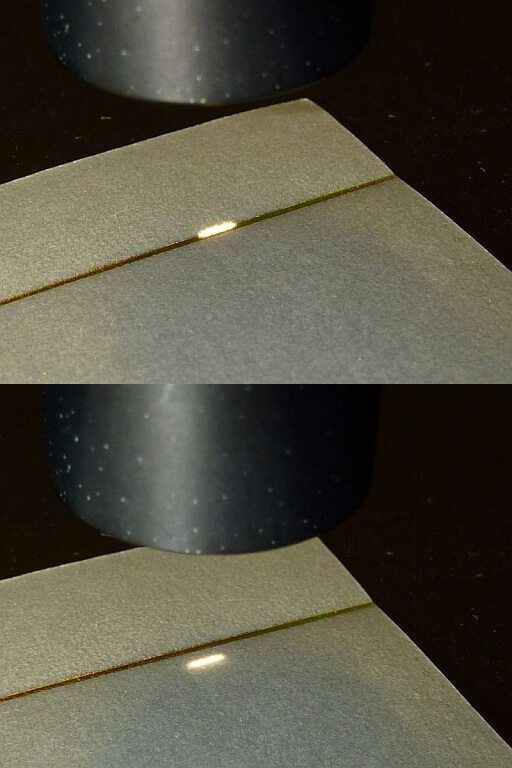
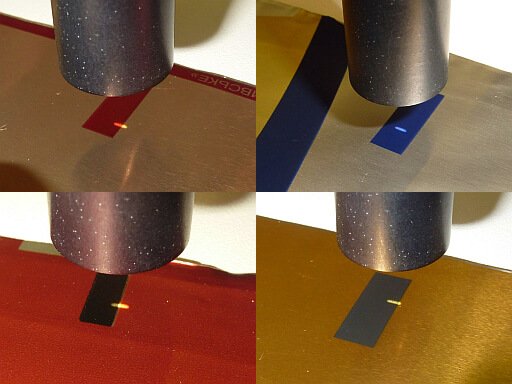
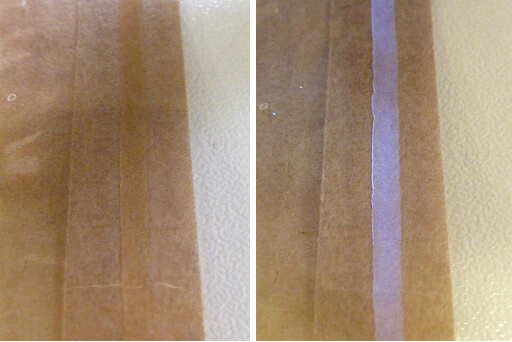
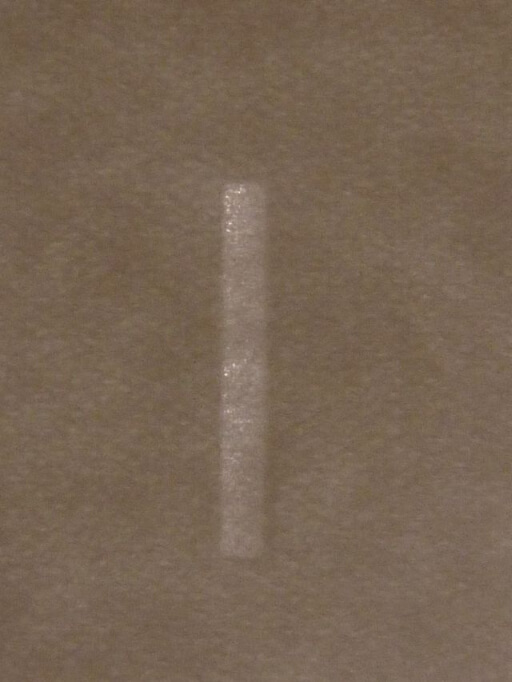
在紙質封條(Paper Banderole)的印刷與加工製程中,需精準偵測白色色標的位置,作為後續定位與同步控制的依據。由於封條底色會因不同鈔券而有所不同,例如黃色、棕色、紅色、藍色、綠色、紫色或灰色,因此檢測系統需具備穩定的顏色辨識能力。此外,產品最高運行速度可達約 10 m/s,而色標尺寸僅約 6 × 4 mm,對檢測速度與精度皆有高度要求。
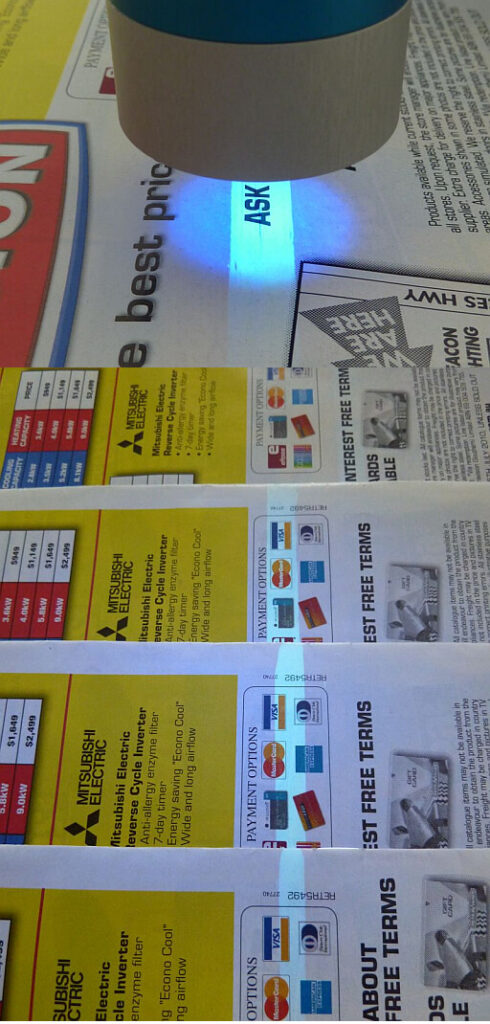
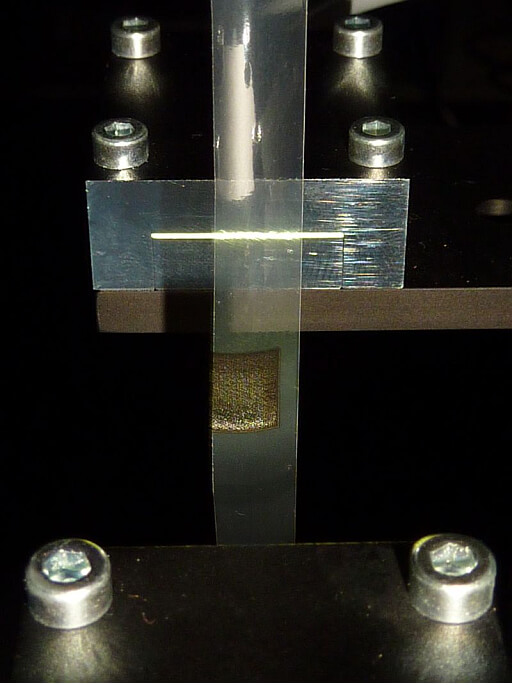
透過非接觸式光學色標檢測技術,可高速且精準辨識不同底色上的白色色標,並即時輸出其位置資訊,協助產線完成同步控制與精密定位,有效提升高速印刷製程的穩定性、定位精度與產品品質。